In the manufacturing process, dimensional error tolerances set the standard for the precision of finished workpieces. The intended use of the workpiece determines the “tightness” of the error tolerance. Round components designed to fit or maneuver within a fixed space must be manufactured to exact specifications, so they must have very tight tolerances, and cylindrical grinding techniques are essential for establishing perfect roundness. There are 3 types of cylindrical grinding techniques you should be aware of which we use to achieve all types of symmetrical roundness.
Check out our State of Aerospace Manufacturing Infographic
What is Cylindrical Grinding and Why is It so Important?
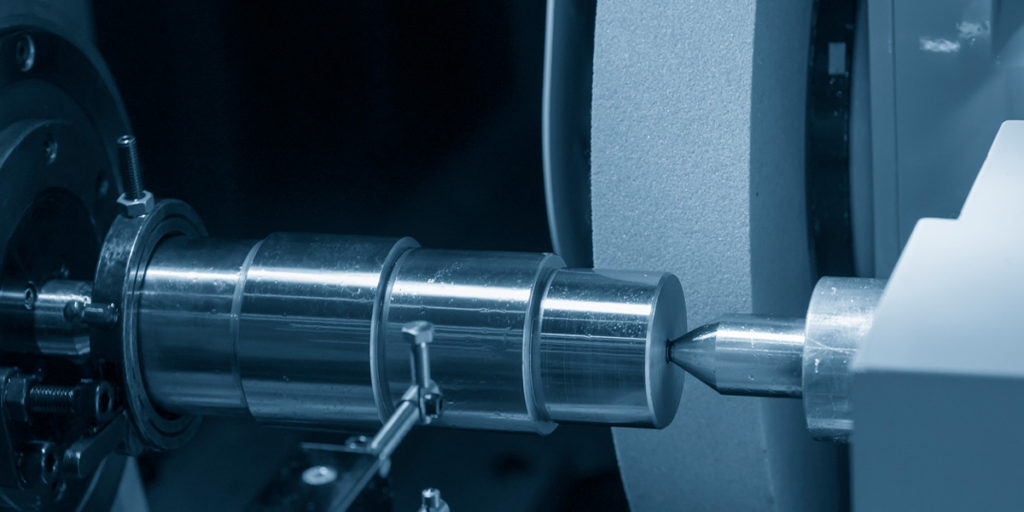
Cylindrical grinding is a precision grinding process used to create rotationally symmetrical workpieces. In the cylindrical grinding process, a rotating grinding wheel removes small amounts of material from the workpiece—rotating in the opposite direction at the point of contact—until the desired roundness is achieved.
In the world of machining, precision and accuracy are key elements for reliable and efficient production. Cylindrical grinding techniques are pivotal in the manufacturing of aerospace components to ensure perfect roundness and exacting specifications.
There are 3 main types of cylindrical grinding that work to achieve perfect roundness around the rotational axis.
Types of Cylindrical Grinding
To achieve all types of roundness, specialized machinery has been developed to perform each type of cylindrical grinding, which are:
1. Plain Center Type
The plain center type grinding process uses a rotating grinding wheel to create uniform cylindrical roundness. The workpiece is held and rotated along its center by the headstock and tailstock. At the point of contact, the grinding wheel and workpiece rotate in opposite directions. The plain center type cylindrical grinder is limited to traverse and plunge grinding.
2. Universal Cylindrical
A universal cylindrical grinder is another centered precision grinder. The universal cylindrical grinder has a worktable—where the workpiece is held between a head- and tailstock—that can rotate. This extra mobility allows for taper grinding in addition to the grinding capabilities of the plain center type grinder. As with plain center type grinders, changing between workpieces can be cumbersome and inefficient. This inefficiency opens the door to better cylindrical grinding techniques.
Universal and Plain Center Type Grinding use centers to secure the workpiece.
3. Centerless
Compared to centered grinding, centerless grinding achieves the same accuracy but improves how the workpiece is held and rotated. With centered grinding, workpieces are secured between two centers—a head- and tailstock—along the central axis. Centerless grinders hold the workpiece on a “blade” between a grinding wheel and a regulating wheel. The blade supports the workpiece from below while the regulating wheel controls the rotation of the workpiece so the grinding wheel can remove material to create a perfectly round piece. The setup of a centerless grinder allows for some workpieces to be run in through-feed to grind hundreds of pieces per hour.
When it comes to cylindrical grinding, centerless is most often the best choice. Centerless grinding has many advantages over centered grinding; chief among them is that centerless grinders have less downtime than centered grinders because changing between workpieces is seamless and can facilitate continuous, automated workflow.
The reliability of any finished product is based on the consistent and efficient manufacturing of its components. This is why high-precision finishing processes such as grinding must be meticulously executed. When there is no room for error, you can find a partner in precision at Indiana Precision Grinding.