In order to earn our hard-earned reputation as masters of precision grinding, the team at Indiana Precision Grinding needed to thoroughly study each and every technique available to us to achieve the unforgiving level of precision our customers require. We’ve certainly learned a lot from our experiences, which is why today we would like to share some of our knowledge with you. Let’s explore some of the most common grinding operations.
Click Here to Download Our Landing Gear Components Case Study
Not unlike other precision machining methods, there are many types of grinding processes, each with their own procedures, techniques, equipment, and outcomes. These are just some of the most common grinding processes:
Cylindrical Grinding
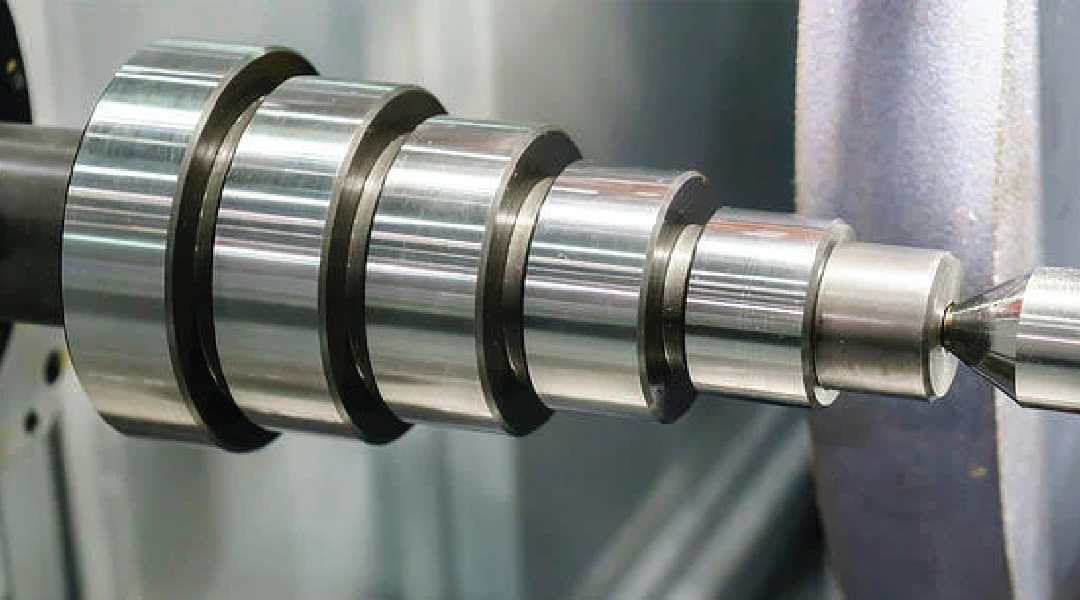
Cylindrical grinding is the process of grinding any imperfections from cylindrically-shaped parts. Surfaces may be straight, tapered, or contoured when ground. On the surface, cylindrical grinding resembles lathe-turning operations in CNC manufacturing, but the lathe is replaced with a grinding wheel when the workpiece is hardened or when superior accuracy and finishes are required. As the workpiece revolves, the grinding wheel rotates much faster in the opposite direction. The workpiece and the table reciprocate while in contact with the grinding wheel to remove material. Cylindrical grinding operations are capable of refinishing both the inner diameter (ID) and the outer diameter (OD) of the workpiece.
Form Grinding
Form grinding is a specialized type of cylindrical grinding process in which the grinding wheel has the exact shape of the final product. By design, the grinding wheel doesn’t traverse the workpiece. Typically used to grind products like gears, a disc wheel is used to grind both sides of the space between splines at the same time.
Surface Grinding
Surface grinding uses a rotational abrasive wheel to remove burrs and material to create a perfectly flat surface. The tolerances that are achieved are ±2 × 10-4 (5.1µm) for grinding a flat material and ±3 × 10-4 (7.6µm) for a parallel surface. The surface grinder is composed of an abrasive wheel, a workholding device called a chuck, either an electromagnet or a vacuum, and a reciprocating table.

In centerless grinding, the grinding wheel, work rest, and regulating wheel work in tandem.
Centerless Grinding
Centerless grinding machines eliminate the need to have center holes for the workpiece or to use holding devices. When we use this process, the workpiece sits on a work rest and is backed up by a regulating wheel. The rotation of the grinding wheel pushes the workpiece down onto the work rest and against the regulating wheel.
Creep-Feed Grinding
Traditionally-speaking, grinding processes are reserved for small rates of metal removal and fine finishing operations. However, creep-feed grinding can also be used for large-scale metal-removal operations more in line with traditional machining techniques such as milling or broaching. With creep-feed grinding, which was developed in the late 1950s, the wheel’s depth of cut can be as much as a quarter-inch.
As we’ve seen there are many different grinding operations; they all have different set-ups and they are all designed around finishing certain types of parts. Because of this, it’s not always easy to know which grinding process is right for your project, so if you’re seeking an expert team of aerospace manufacturers, the team at IPG is armed with the knowledge and the equipment you need to ensure the highest level of performance.